
 咨询热线:13620922507
咨询热线:13620922507



手机:136 2092 2507 黄先生
电话:+86-0755-2734 0430
传真:0755-8947 8205
邮箱:13620922507@163.com
网址:www.sz-hyh.cn
地址:深圳市宝安区松岗街道罗田社区象山大道460号A栋三楼

模具工业广州PCB系列钻咀生产已从过去依赖进口的附属产业走向独立的新型产业。我国已成为模具生产和消费大国,世界模具生产中心也正在向我国转移。但是,目前我国模具行业发展中仍存在很多不完善的地方,需要继续加以改进。具体表现PCB系列钻咀生产加工为:技术含量低的模具已供过于求,而技术含量较高的中、高档模具还远不能适应国民经济发展的需要,诸如精密、复杂的冲压模具和塑料模具、轿车覆盖件模具、电子接插件等电子产品模具等高档模具仍有很大一部分依靠进口。模具工业是高新技术产业化的重要领域。模具企业新增投资中,加工设备的投入要占80%。据统计,全国约有40亿元以上的模具设备市场,而且每年还以20%左右的速度增长。
1、覆铜板定制PCB系列钻咀生产在进库前IQC一定要进行抽检,检查板面是否有划伤露基材现象,如有应及时与供应商联系,根据实际情况,作出恰当的处理。2、覆铜板在开料过程中被划伤,主要原因是开料机台面有硬质利器物存在,开料时PCB系列钻咀生产加工覆铜板与利器物磨擦造成铜箔划伤形成露基材的现象,因此开料前必须认真清洁台面,确保台面光滑无硬质利器物存在。3、覆铜板在钻孔时被钻咀划伤,主要原因是主轴夹咀被磨损,或夹咀内有杂物没有清洁干净,PCB打样抓钻咀是抓不牢,钻咀没有上到顶部,比设置的钻咀长度稍长,钻孔时抬起的高度不够,机床移动时钻咀尖划伤铜箔形成露基材的现象。

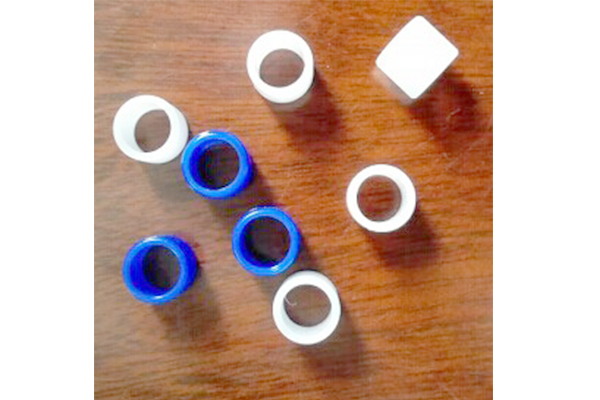
pcb套环产品定制PCB系列钻咀生产毛刺过大是什么原因呢?其实大多发生在分合面上,即动模与静模之间、滑块的滑配部位、镶件的缝隙、顶杆孔隙等处流入熔料,在制件上形成多余的飞边毛刺。这样的PCB系列钻咀生产加工飞边毛边毛刺,在成型时起杠杆作用、会使飞边毛刺进一步增大,从而造成模具局部的凹陷,形成时飞边毛刺进一增大的恶性循环。所以,如果一开始发现产生了飞边毛刺,就必须尽早修整模具。

拼板首先要考虑定制PCB系列钻咀生产便于加工,电铣外形时间距要按一个铣刀直径(常规为1.6 1.2 1.0 0.8)来拼板,冲板外形时注意孔、线到板边的距离是否大于一个板厚,最小冲槽尺寸要大于0.8mm 。如果采用V-CUT连结时,靠板边线路PCB系列钻咀生产加工和铜皮必须保证距V-CUT中心0.3mm。其次要考虑大料利用率的问题,由于大料购买的规格比较固定,常用板料规格有930X1245,1040X1245 1090X1245等几种规格,如果交货单元拼板不合理,极易造成板料的浪费。
热熔胶增稠剂定制PCB系列钻咀生产主要一方面在调制热熔胶浆时需要加入多种化工助剂互相协调配合,因各种助剂的品种不一,制成的热熔胶浆性能也不相同,而热熔胶增稠剂是调浆配方中很重要的一种流变助剂,它能赋予胶浆一定的流变性,使胶浆能够从镍网内顺利地转移到底布上,并形成凸形的胶点。 另一方面让PCB系列钻咀生产加工热熔胶分散体系具有适当的稠厚度,提高热熔胶浆中胶粒的分散稳定性,便于胶浆的转移和成型。深圳市鸿洋泓科技有限公司是一家集科研、开发、设计、生产、销售为一体的新兴科技企业,专业生产PCB系列钻嘴、锣刀的包装盒及各型号钻嘴套环。

扫一扫立即咨询

